Technical Notes
Please include as many of below as possible when issuing a Purchase Order
- FED-QQ-N-290C
- Class of plating
- Grade of Class 1 plating if applicable
- Basis metal to be plated
- Tensile strength or hardness of basis metal
- Preplate stress relief to be performed by AOTCO (time and temp)
- Underplating required of class 1 plating (if required)
- Control record if required
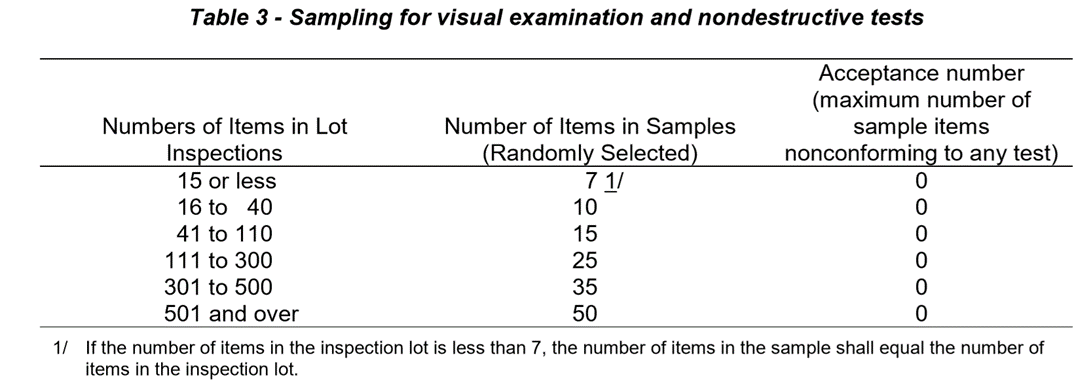
- Sampling plan
- Number of samples for destructive testing
- Unique features, geometry or processing present on parts that requires special attention by AOTCO
- Hydrogen embrittlement relief to be performed by AOTCO (parameters or reference document)
- If plating is subject to mild or moderate service conditions
- Quantity of pieces to be plated
Class 1 plating (commonly referred to as decorative plating) shall be of the following grades, as specified
- Grade A - 0.0016 inch thick (1600microinches)
- Grade B - 0.0012 inch thick (1200microinches)
- Grade C - 0.0010 inch thick (1000microinches)
- Grade D - 0.0008 inch thick (800microinches)
-
Grade E - 0.0006 inch thick (600microinches)
-
Grade F - 0.0004 inch thick (400microinches)
-
Grade G - 0.0002 inch thick (200microinches)
Cu alloys must be between Grade A and Grade D.
Ferrous metals, Zn and Zn alloys must be between Grade A and Grade C.
Class 2 Nickel Plating Thickness shall be 2-3mils, if left unspecified by the customer.
Stress Relief Treatment
All steel parts having a hardness of 40 HRC and above and that are machined, ground, cold formed or cold straightened after heat treatment shall be cleaned to remove surface contamination and thermally stress relieved before plating. Temperatures to which parts are heated shall be such that stress relief is obtained while still maintaining hardness of parts. Unless otherwise specified, the following treatment temperatures and times shall be used:
For parts, excluding nitride parts, having a hardness of 55 HRC and above, and for carburized and induction hardened parts, stress relieve at 275 °F ± 25 (135 °C ± 14) for 5 to 10 hours.
For parts having a hardness less than 55 HRC, and for nitride parts, stress relieve at 375 °F ± 25 (191 °C ± 14) for a minimum of 4 hours.
For peened parts: If stress relief temperatures above 375 °F (191 °C) are elected, the stress relieve shall be performed prior to peening or AOTCO must be consulted and shall approve the stress relief temperature.
Embrittlement Relief - Steel parts plated to this specification MUST be subjected to a hydrogen embrittlement relief bake
Surface Finish – unless otherwise specified, either a fully bright, semi-bright, or dull shall be acceptable
Class 1 Plating
Used to protect iron, copper, or zinc alloys against corrosion attack in rural, industrial, or marine atmospheres depending upon the thickness of the nickel deposit. Also typically used as an undercoat for chromium or other precious metals. Class one is also used for decorative purposes.
Class 1 can be plated in the following forms:
- Single layer coating in fully bright finish
- Single layer coating in dull or semi-bright finish
- Multilayer coating, either double or triple layer. Specific factors that need to be considered when plating a multilayer piece include sulfur content and thickness of each deposited layer.
Class 2 Plating
Used for wear resistance, abrasion resistance, and corrosion protection of parts. Heavy deposits of Class 2 Plating may be used for buildup of worn or undersized parts, salvage purposes, or protection against corrosive chemical environments.
Certifications



Electroplating

Anodizing
Passivation

Plating Substrates

Pre- & Post-Process Treatments
